

伊朗Hormozal電解鋁廠采用巴斯夫環氧灌漿MASTERFLOW 648絕緣技術案例分析
Insulation Technology Application of Epoxy Resin Grouting Material MasterFlow 648 in Electrolytic Aluminum Engineering
項目簡介:2008年,伊朗Hormozal電解鋁廠擴建工程,采用阿聯酋迪拜鋁業D20技術,與國內的電解鋁安裝技術有較大區別。在電解槽與土建支撐基礎的絕緣采用了德國巴斯夫環氧灌漿MASTERFLOW 648技術。在施工前擬定了合理的施工參數,施工中采取措施保證了絕緣值、水平度,確保了電解槽安裝質量。環氧樹脂灌漿MASTERFLOW 648技術在電解鋁工程中的成功使用,取得了良好的絕緣效果和水平度以及抗壓強度。
Project Introduction: In 2008,It adopts D20 technology of Dubai Aluminum Plant of United Arab Emirates for expanding eng
ineering of Hormozal Electrolytic Aluminum Plant, Iran.It has great difference with domestic electrolytic technology. Epoxy resin grouting MASTERFLOW 648 paving technology Has been
used between pot and civil engineering supporting foundation. Reasonable parameters have been
set out before construction.Successful Application for epoxy resin
grouting MasterFlow 648 technology in electrolytic aluminum
engineering obtains good insulation result.
伊朗Hormozal 電解鋁工程中的電解槽安裝、鋁母線安裝絕緣技術采用了德國巴斯夫環氧樹脂灌漿MASTERFLOW648 絕緣技術,與國內直接采取絕緣板安裝有較大區別。由于巴斯夫環氧樹脂灌漿MASTERFLOW648 絕緣技術在電解槽工程項目中的應用屬于首次施工,沒有可參考的施工經驗,是本工程之重點、難點所在。
1、工程概況
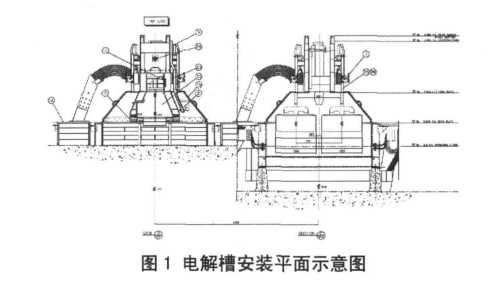
伊朗Hormozal 電解鋁廠擴建工程,位于伊朗南部港口城市阿巴斯Almahdi 冶煉廠內,此電解鋁廠將形成兩個平行結構、跨度為20m 的車間內,其中每個電解車間有114 臺電解槽,共有228 臺,年產量為15×104t。本工程為意大利FATA公司總承包,七冶建設有限責任公司參與了電解車間安裝(見圖1)工作,整個工程采用采用阿聯酋迪拜鋁業D20技術,施工標準按照相應的歐、美標準執行。
2 、施工工藝
2. 1 巴斯夫環氧樹脂灌漿MasterFlow 648絕緣技術原理
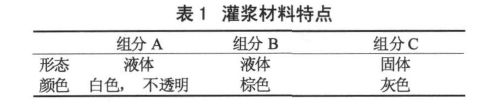
巴斯夫環氧樹脂灌漿MASTERFLOW 648是一種高流動性能、高強度和耐化學腐蝕環氧樹脂類灌漿材料。它共由三個部分組成:A: 樹脂、B :固化劑和C:特殊配比的填充料。混合后具有快速硬化、流動性好和耐化學腐蝕的特點,施工后7天可以開啟設備運行。能滿足那些具有高精度、重負載要求的設備基礎,起到設備與土建基礎絕緣和耐沖擊的作用。
施工溫度: 5 ℃~ 35 ℃
固化性能( 23 ℃ )
可使用時間(混合物): 30min ~ 45min
初始固化: 4h ~ 6h
最終固化 : 7d
2. 2 新技術巴斯夫環氧樹脂灌漿MasterFlow 648與國內技術對比分析
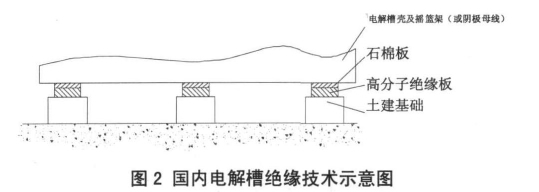
(1) 國內電解鋁技術的通常做法:基本上都是采取在土建基礎上安裝高分子絕緣板和石棉板各一層,如圖 2 所示。
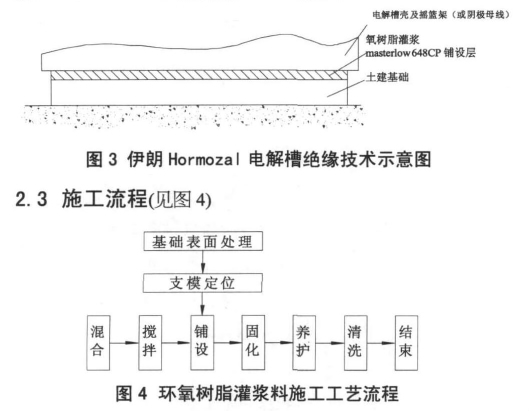
(2) 伊朗 Hormozal 電解鋁工程采用了新的工藝,即巴斯夫環氧樹脂灌漿 MASTERFLOW 648作為鋪設層,替代高分子絕緣板和石棉板,如圖 3 所示。
3、巴斯夫環氧樹脂灌漿Masterflow 648施工步驟
3. 1 試驗確定配比參數
為確保工程質量,在工程范圍內選擇具有代表性的位置進行試驗,確定支模方法 、相關工藝參數,作為施工依據 。
根據電解槽安裝施工圖,在支撐槽殼搖籃架中間位置取一段基礎作為試驗位置,按照施工工藝流程從填料劑與樹脂比三種( 5:1 、 6.25:1 、 6.75 : 1 )不同比例進行試驗 。
初步技術指標按典型性指標進行控制,從抗壓強度 MPa (ASTMC579-82 ,方法 B ,經過改良的40mm3) 、 抗拉強度 MPa( ASTMC307-83 )進行分析,數據見表 2 所示。

從典型性能指標表上分析,考慮經濟成本結合施工技術要求,填料與樹脂比按 6.25 : 1,樹脂A:固化劑B:骨料C為1:1:3.5。
3. 2 試驗結果及分析意見
室溫養護24h 。60 ℃再養護 16h 并且用測試溫度使其適應24h。進行試驗結果如表 3 所示。
結果顯示各項指標滿足設計要求 。
3 .3施工方法
3.3.1 表面處理
混凝土基材和鋼材表面的正確處理是獲得最佳性能的關鍵,表面應該結構完整、 清潔、干燥且略顯粗糙,確保沒有疏松顆粒、油、油脂或其它污物。如果表面存在水泥浮漿、疏松顆粒、脫模劑、養護劑和其它污物,必須使用配有吸塵設備的噴砂機、噴丸機或刨路機處理。清潔基礎板的地部,使其沒有灰塵、磨渣、油、油脂和其它污物。
3.3.2 支模
根據需要灌漿區域的進行尺寸正確設計支模是灌漿能夠成功的基礎。 支模必須能使灌漿緊密、堅固、并且能在灌漿固化前承受其液壓。根據情況使用木板、鋼板或其它合適的材料組裝支模。豎起支模前,在內表面涂一層油脂或者貼一層包裝膠帶,以方便日后木模板的拆卸。在灌漿的一側,周圍支模和基礎板之間,空出100mm ~ 150mm 的距離,在另一側 ( 灌漿溢出處 ) 則空出20mm ~ 50mm 的距離,其它各處盡可能保持小的間距 ( 最好能和基礎板平接 )。 沿著灌漿一側制作一個至少 200mm高的“水箱”( 以流動距離 1m 為例 ),灌漿時可提供足夠的壓差。隨著灌漿距離的增加,可按比例提高“水箱”的高度。用合適的快速成型材料密封支模以及支模和混凝土之間的溝縫。在灌漿開始前,用無油的空氣壓縮機清理干凈工作區域。
3.3.3 混合
必須使用機械混合。可使用盆狀攪拌器或砂漿攪拌器,也可使用一種低速 (<200r/min)、配有灌漿專用漿葉的、齒輪傳動的電鉆。 根據所試驗結果,填充骨料 (C 組分 )和樹脂的比,可以在6.25 倍之間調整。將 固化劑B 組分完全倒入環氧樹脂 A 組分的鐵桶中,攪拌1-3min,使兩個組分充分混合。將混合物倒入攪拌器( 或一個干凈的桶 )中,開動攪拌,緩慢加入C組分骨料。 攪拌至C組分剛好完全被混合后的樹脂潤濕,避免過分的攪拌,攪拌的量應能夠保證灌漿的不間斷施工,因為灌漿施工的中斷會導致氣泡的包裹或縫隙未被完全填充 。
3.3.4 環氧灌漿的鋪設
環氧灌漿料的施工應該在混合后30min內完成。將混合后的灌漿料連續注入支好的模板中,產生并保持一個穩定的壓差,直至灌漿結束 。
單次施工巴斯夫Masterflow 648的厚度為50mm ~ 150mm,如果需要灌注更高的厚度,可以采用多層施工法,但后一次必須在前一次施工硬化后方可施工。
3.3.5 固化
巴斯夫環氧灌漿Masterflow 648是一種不需要其它輔助固化手段的自固化材料。初始固化時間是 4h ~ 6h ,最終固化是 7d 。
3.3.6 養護
當環氧灌漿Masterflow 648鋪設完成,達到設計要求的最低厚度和所需水平度后,在固化過程中注意做好保護,防止物體擠壓,雨水侵泡。自然養護7天后,就可以開啟設備運行。
3.3.7 攪拌工具清洗
施工完巴斯夫Masterflow 648,及時用水清洗攪拌器粘著的環氧灌漿,再用抹布擦拭干凈,放置干燥再次使用。
4、 結語
伊朗 Hormozal 電解鋁廠擴建工程電解槽安裝采用巴斯夫環氧樹脂灌漿 MASTERFLOW 648絕緣技術。根據設計工藝要求,通過試驗,確定了合理的施工參數,在施工中采取措施保證水平度及鋪設的最低厚度要求,確保了施工質量。通過電解槽投產試運行,各項指標都較好地滿足了技術要求。實踐表明,在電解槽施工中采用用德國巴斯夫環氧樹脂灌漿MASTERFLOW 648絕緣技術,完全能滿足設計要求,取得良好的絕緣效果的同時,更簡潔的處理了土建水平誤差,確保了電解槽安裝需要。